



Smidesprocess av skoptänder och adapter





Vi vet alla att alla investeringsgjutgods består av massor av tillverkningsprocedurer.CFS-skoptänder använder investeringsgjutningsteknik, även kallad förlorad vaxgjutning, inklusive vaxmönsterinjektion, trädmontering, skalbyggnad, avvaxning, metallgjutning och andra efterbehandlingar.Den störstafördel med investeringsgjutningär att den kan erhålla hög storleksnoggrannhet, bra ytfinish och gjuta alla legeringskomplexa former.
Nedan följer gjutprocesserna för skoptänder i vårt gjuteri i varje steg:
Steg 1. Designa skoptänder i olika utseende och dimensioner efter marknadens efterfrågan.

Steg 2. Utrustad med komplett utrustning för formbearbetning och professionellt tekniskt team kan vi bearbetaverktygför alla typer av investeringsgjutning, inklusive skoptänder.

Steg 3. Tillverkning av vaxmönster är det första steget för gjutninghink tänder.Vaxmönster används för att bilda håligheten i ett eldfast skal.Så för att uppnå skoptänder av hög kvalitet med hög storleksnoggrannhet och ytfinish bör själva vaxmodellen ha så hög noggrannhet och ytfinish.Men hur får man ett kvalificerat vaxmönster?Förutom att designa bra form, måste vi fortfarande välja utmärkt vaxmaterial och korrekt vaxmönsterprocess.Fördelar med vaxmodeller från CFS är låg smältpunkt, bra ytfinish & dimensioner, hög hållfasthet och låg vikt.

Steg 4. Trädmontering är den process som fäster vaxmönster av skoptänder på sprue-portsystemet.

Steg 5. Huvudprocedurerna för skalbyggnad inkluderar:
a.Unoil of tree assembly – För att förbättra förmågan att väta beläggningen måste vi ta bort ytoljan från vaxmodeller.
b.Doppa trädet i en keramisk beläggning och spraya sand på ytan.
c.Torka och härda keramiska skal.Varje gång beläggning av keramiskt skikt måste torkas och härdas.
d.Efter fullständig härdning av keramiskt skal måste vi ta bort vaxmögel från skalet, denna process kallas dewax.Enligt olika uppvärmningsmetoder finns det många avvaxningssätt, oftast används samma tryckånga.
e.rostning av keramiskt skal

Steg 6. Häll metall flytande legering för att fylla håligheten i skalet.

Steg 7. Rengöring av gjutskopans tänder, inkluderar borttagning av skal, inloppssektion, fäst eldfast material och rengöring efter värmebehandling som fjäll.

Steg 8. Eftervärmebehandling, den organisatoriska strukturen för skoptänderna kommer att vara enhetlig, och slitstyrkan kommer att förbättras avsevärt, så att livslängden kommer att förbättras två gånger än tidigare.
Steg 9. Genom fullständig inspektion av material och mekaniska egenskaper för skoptänder kan vi effektivt förhindra att okvalificerade produkter kommer ut på marknaden.
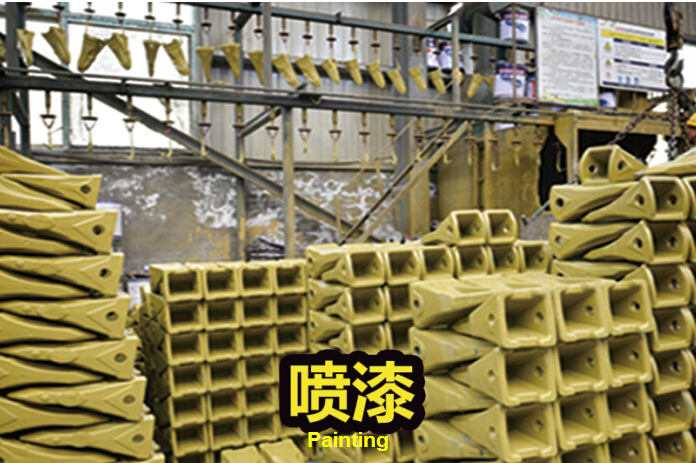
Steg 10. Måla i färger som gul, svart, grön, ect för att passa olika märken och maskiner.

Steg 11. Packa skoptänder i standard trälåda från eventuella skador och leverera till vår kund.





